
Cleaning and Aluminising the Telescope mirrors at the Isaac Newton Group of Telescopes
www.ing.iac.es
Contents:
Introduction of the observatory
The Observatory del Roque de los Muchachos occupies an area of nearly 2 square kilometres approximately 2400 metres above sea-level on the highest peak of the island La Palma, one of the smallest islands of the Canaries
Here we find the 8 optical telescopes. In the future there will be 3 more optical telescopes

Telescopes at the ING:
William Herschel Telescope (WHT) with a 4.2 meter mirror
Isaac Newton Telescope (INT) with a 2.5 meter mirror
Jacobus Kapteyn Telescope (JKT) with a 1 meter mirror
![]()
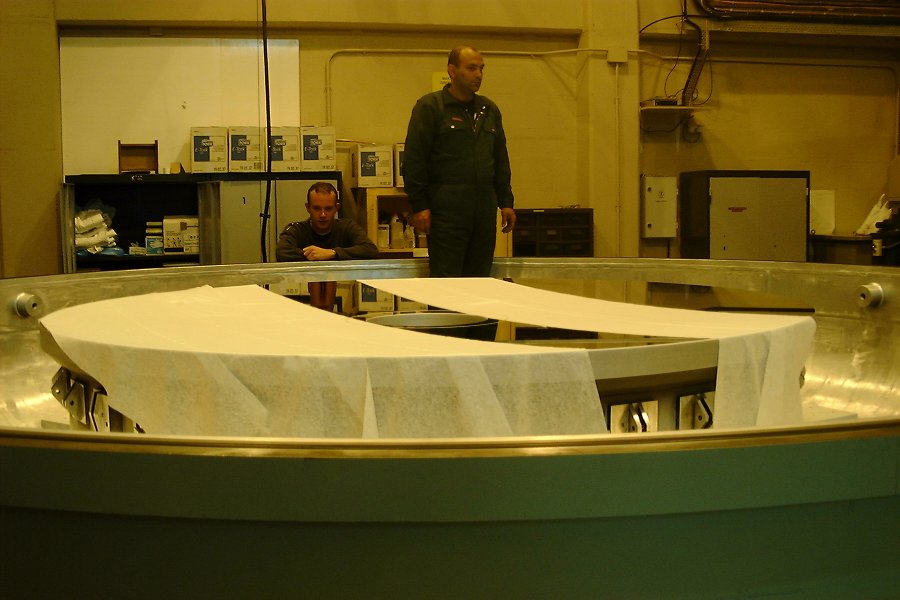
CO2 Cleaning
When: Cleaning on the 3 ING telescopes is done every month
by "Snowcleaning". The schedule of cleaning depends on the humidity of the surrounding air. We don't CO2 clean if the humidity is more than 40%
How: At the ING we use the low-pressure method. Snowflakes fall on the mirror and capture the dust when they frieze to snowflakes. The snowflakes fall with the dust on the floor and evaporate there.
We don’t use the high-pressure method because we think this will damage the aluminium layer of the mirror. If hard snowflakes bounce of the mirror they will take some aluminium with them
Results: Reflectivity will increase by about 1% after CO2 cleaning. The scattering will improve more (factor of 10) because we remove the dust which provides the scattering.
 Notes: We have experienced a static build-up on the mirror. This is why we have put a wire with tape on to the mirror surface, which is connected to earth.
Notes: We have experienced a static build-up on the mirror. This is why we have put a wire with tape on to the mirror surface, which is connected to earth.
CO2 cleaning is a good way to decrease the scattering. This method is not done to improve the reflectivity.
In the future we want to experiment with CO2 cleaning every 2 weeks. Because in a shorter time the dust doesn't get any time to "sink" in to the mirror and is easier to remove.
Aluminising large telescope mirrors at ING
Aluminising is done every 2 years. This improves the overall scattering and reflectivity. It takes about 3 days standdown of the telescope and is carried out at the aluminising plant at the WHT.
Removing the old coat
 The first stage of cleaning is getting rid of all solid matter from the surface. The simplest way of removing the dust without touching the surface is to play the fire hose on to it, and to flood it until no solids remain.
The first stage of cleaning is getting rid of all solid matter from the surface. The simplest way of removing the dust without touching the surface is to play the fire hose on to it, and to flood it until no solids remain.
To get rid of the contamination introduced by the fire hose, the mirror is then thoroughly rinsed with de-ionised water obtained from the de-ionisation plant in the
The next step requires a solution of Caustic Soda (NaOH) made by adding 10-15% by volume of NaOH pellets to de-ionised water and stirring until fully dissolved. With pure cotton wool or soft paper (E-Tork, Molnlycke) soaked in this solution we swab the surface gently and continuously until there is no trace of aluminium on the surface.
It occasionally happens that an aluminium coat is slow to disappear using alkali. In this cases an acid solution is prepared of Hydrochloric acid (HCl), de-ionised water and Copper Sulphate.
When all the aluminium has gone we repeat the fire hose treatment and the de-ionised water rinse.
Now we polish the mirror dry with ISO-propyl alcohol. That is to say the water is progressively replaced by alcohol, and the alcohol spread around until it evaporates, wiping the surface gently with pads of high quality absorbent paper (E-Tork, Molnlycke).
Final cleaning then continues with a linen cloth with a small amount of Balzers Substrate Cleaner No.2 on it.
Glow discharge
 Glow discharge is started manually when the tank pressure has reached 8x10-6 mbar. The diffusion pump plate valve is closed, a bleed valve causes the pressure to rise to 10-3 mbar and the voltage and the current will rise gradually to a peak of 2.8 kV and 1.3 A. This will last for a period of 7 minutes.
Glow discharge is started manually when the tank pressure has reached 8x10-6 mbar. The diffusion pump plate valve is closed, a bleed valve causes the pressure to rise to 10-3 mbar and the voltage and the current will rise gradually to a peak of 2.8 kV and 1.3 A. This will last for a period of 7 minutes.
Meissner cooling
After glow discharge the tank pressure drops back quickly as the bleed valve is closed and the diffusion pump plate valve opened. Liquid Nitrogen will now start flowing through the Meissner coils at the top of the tank. It takes about 20 minutes to cool the coils down.
Tank pressure before evaporation
Before performing the evaporation the tank pressure is 6 - 8 x10-6 mbar.
Aluminium and filaments
 There are 120 filaments in the tank, located in a ring of 4.2 m in diameter, 2.0 m above the target. Each coil (10 turns) is 75 mm long and 7.5 mm in diameter and is loaded with two 55 mm long and 1.5 mm thick aluminium wires. They are clamped to the filament on one side to make sure they don't fall out just before evaporation. Sometimes it happens that drops of aluminium form and fall down during evaporation.
There are 120 filaments in the tank, located in a ring of 4.2 m in diameter, 2.0 m above the target. Each coil (10 turns) is 75 mm long and 7.5 mm in diameter and is loaded with two 55 mm long and 1.5 mm thick aluminium wires. They are clamped to the filament on one side to make sure they don't fall out just before evaporation. Sometimes it happens that drops of aluminium form and fall down during evaporation.
Evaporation
 For evaporation all coils are heated up together. The ramp up of the filament current is programmed and the maximum value of 7500 A (total current) is reached after 25-30 seconds and will settle to 6000 A afterwards. After about 60 sec. all aluminium has deposited on the target and after 90 sec. the filament current is switched off.
For evaporation all coils are heated up together. The ramp up of the filament current is programmed and the maximum value of 7500 A (total current) is reached after 25-30 seconds and will settle to 6000 A afterwards. After about 60 sec. all aluminium has deposited on the target and after 90 sec. the filament current is switched off.
A total of 63 g of aluminium is evaporated, 3.5 g being deposited on the 13m² surface of the WHT primary mirror to create a reflective surface 100 nm thick.
Washing / Experiments
When: We have never washed the mirrors in-situ. We have done some washing experiments before an aluminising session.
The policy of the ING is to have no contact with the mirror when we wash it. The reason is that we found out that any contact leaves micro scratches on the mirror surface.
We have done some experiments with washing the mirror with a non-abrasive, PH-neutral soap (Flotter 300 PST per bottle).
How: Wash the mirror with tap water and the soap.
Rinse the mirror with demi-water
Dry the mirror with compressed air
Results: Washing means a big improvement of the reflectivity and the scattering. The reflectivity almost returns to the state just after aluminising. The scattering goes down but not to the value of a new coating.
Notes: We would like to do the in-situ washing of the mirrors. The biggest problem is the transport of water that we use.
Contacts:
For more information or comments please send an Email to the following people:
Aluminising specialist: Juerg Rey
juerg@ing.iac.esOptical engineer: Maarten Blanken
mfb@ing.iac.esOr take a look at the ING website at:
www.ing.iac.es